

 PDF
PDF ePub
ePub Citation
Citation Print
Print


INTRODUCTION
Recently, the use of Ni-Cr base metal alloys in fixed prosthesis tends to increase because of the continued inflation of gold price. Base metal alloy has various advantages such as higher yield and tensile strength and better resistance to creep, compared with noble alloys.1-3 However, base metal alloys also have several crucial disadvantages to be used. One of the critical disadvantages is the technique sensitivity in laboratory procedures, especially during casting and soldering. To assure the fit of metal frameworks on abutments, a trial insertion is generally performed in a clinic. If any inadequacy was detected, sectioning and soldering of metal frameworks are required.4
Soldering is a traditional method for joining components of fixed partial dentures using an intermediate metal.5 The longevity of a soldered prosthesis depends on the mechanical properties of its solder joints.6-9 El-Ebrashi et al.10 reported that the stress was concentrated at the solder joint area and found to be tensile in nature. Therefore, the solder joint should have sufficient strength to endure the functional forces directed on it.6,9 Some previous studies suggested that the strength of base metal alloy in the solder joints is less predictable than that of gold alloy.11-13
Other studies have investigated the factors affecting the strength of the solder joint. Gap distance is one of the important factors affecting the strength of soldered joints.6,8,14,15 It has been reported that the optimal gap distance ranges from 0.15 mm16 to 0.76 mm.15 One study found that increasing the gap distance would increase the strength of the soldered connectors.15 However, according to Stade et al.,15 the method of soldering was more important in connector strength than gap width. Various heat sources for soldering were introduced to improve the quality of the joints. Gas-oxygen torch is a traditional heat source, but there are some problems such as gas inclusions, voids and excessive oxide layer formation.1,11,16,17 As an alternative approach, infrared soldering is introduced. Although several studies investigated the strength and quality of solder joints, the effectiveness of infrared soldering has not been widely investigated.6 Several advantages of the infrared ray technique are reported such as lack of gas inclusions and limitation of heating area.6,17-19 In other studies, there were disagreements about its predictability compared with other techniques.18-21
The purpose of this study was to evaluate and compare the effects of different soldering techniques including infrared ray and gas torch under different gap distance conditions (0.3 mm and 0.5 mm) on the tensile strength and the surface porosity in Ni-Cr base metal alloy.
MATERIALS AND METHODS
Thirty five wax patterns 18 mm in length, 3 mm in diameter and two 6 mm spheres on both ends were prepared for tensile testing (Fig. 1). The wax patterns were invested in a phosphate bonded investment and casting was performed with Ni-Cr based dental alloy (Rexillium® V, Jeneric/Pentron, San diego, USA) using a centrifugal casting machine and a propane gas-oxygen torch according to the manufacturer's instructions. The composition, product name, manufacturer of the casting alloy and solder material used for this study are listed in Table 1.
After casting, the rings were bench cooled and then divested. The specimens were blasted with 50 µm aluminous oxide particle. Some nodules were carefully removed from the specimen surfaces using low speed rotary instruments. Additional polishing procedures were not performed. The specimens were randomly assigned to five groups by soldering methods and gap distance (Table 2). Control group was tested for tensile strength without prior sectioning and soldering procedure. The specimens of the other groups were sectioned at the center, perpendicular to their long-axis, using a separating disk. Cutting jigs were prepared to ensure accurate and perpendicular cut of the specimens. Both ends of specimens were invested with plaster in rectangular shape (1.5 × 1.5 × 1.5 cm) and the midpoint of the specimens was sectioned by the disk. Then spacers were placed between two halves to allow precise gap distance (0.3 mm, 0.5 mm) and the sectioned specimens were united with pattern resin for stabilization during the investing procedure (Fig. 2). After the resin polymerization, plaster was carefully removed. The assembled specimens were invested with soldering investment (Deguvest® L, Degudent GmbH, Rodenbacher, Germany).
For the gas-oxygen torch soldering, the investment blocks were preheated to 600℃ in a furnace and a flux (Unitek™, 3M, Monrovia, USA) was applied, then solder alloy (Vera Solder™, Aalbadent Inc., Cordelia, USA) was placed over the joint area. The propane-oxygen gas torch was used and kept moving to prevent excessive oxide formation until the solder material flowed into the gap. For the infrared ray soldering, the invested specimens were placed on the refractory platform of the infrared soldering machine (Quasar Plus, Zhermack S.p.A., Badia Polesine, Italy) (Fig. 3). Flux was applied and a piece of solder was placed to the joint area. Then the specimen was soldered according to the manufacturer's instructions.
Before testing, the solder joint area of each specimen was trimmed with carborundum stone rotary instrument to remove excess solder material. The diameter of each soldered joint was measured with a caliper. Tensile testing was performed using a universal testing machine (Instron® 5582, Instron Co., Ltd., Canton, USA). Each specimen was pulled until fracture occurred at a constant crosshead speed of 1.0 mm/min. The data for each sample was automatically calculated and recorded by the analyzing program (Bluehill® software, Instron Co., Ltd., Canton, USA).
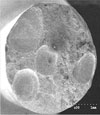
After tensile testing, the fractured surface of the specimens were analyzed with SEM (Hitachi S-3000H Scanning electron microscope, Hitachi Inc., Tokyo, Japan) and evaluated for the presence of porosity or voids. The percentage of the porous area to entire joint surface was measured with the image software (Adobe Acrobat 8 Professional, Adobe Systems, San Jose, USA) (Fig. 4).
The statistical analysis was carried out to find whether any significant difference of tensile strength or porosity among the groups. The data were analyzed at a confidence level of 95% with Kruskal-Wallis test using the statistical analysis software (SPSS version 12.0, SPSS Inc., Chicago, USA). Pearson's correlation test was used to evaluate whether the presence of porosity may have influenced the tensile strength.
RESULTS
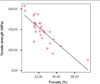
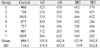
The mean and the standard deviation of tensile strength are presented in Table 3. The control group showed apparently higher tensile strength than test groups. In gas torch soldered groups, the specimens with 5.0 mm gap shows higher mean tensile strength. In contrast, infra red groups showed higher tensile strength in smaller gap distance group. However, there were no significant differences among the test groups which were designed under different conditions (P = 0.174). The mean and the standard deviation of joint porosity are presented in Table 4. G3 group shows the highest porosity presence on soldered joint and G5 group showed the smallest number of the percent. The value of the infrared soldering showed relatively smaller standard deviation than those of the gas torch soldering groups. However, comparing the joint porosity, there was also no significant difference among the groups (P = .230). According to Pearson's correlation test, correlation coefficient of tensile strength and porosity was -0.813 (P = 0.00) and showed negative correlation (Fig. 5).
DISCUSSION
In this study, tensile strength and porosity formation were measured and compared when the two different soldering techniques, which were gas torch soldering and infrared ray soldering, were applied. The influence of the gap distance on the results was also evaluated.
The results of present study revealed that there was no significant difference in ultimate tensile strength between the two soldering techniques. This result coincides with the report of Tehini et al.19 One investigation with noble alloy material showed no significant difference between the conventional torch and infrared heating techniques.20 However, Cheng et al.22 suggested that the ultimate tensile strength of Chromium-Cobalt alloy connectors with the infrared soldering was significantly higher than those with a gas-oxygen technique.
The correlation between gap distance and joint strength has been investigated in many studies. Significant effect of gap distance on the joint's strength was presented.6,8,15,23 Also, it has been shown that increase of gap distance did not compromise the strength and the most unsatisfactory results occurred when there was an insufficient gap distance.8,15,23 Ryge23 reported that a gap distance of less than 0.005 inch (0.123 mm) would cause greater porosity and the decreased strength of the soldered joints. In one similar study concerning infrared soldering, it has been observed that the 0.5 mm gap distance resulted in higher tensile strength than the 0.3 mm.6 The compromised flow of the solder and the adverse effect of the thermal expansion of the parent alloy in the narrow gaps was explained as the cause. Nevertheless, no significant difference was found in present study between two gap distances.
Porosities are caused by the flux, gas, foreign body inclusions or insufficient wetting of the parent metal by solder alloy. This is supported by the finding of other studies.12,17,24 The correlation between the porosity and the strength have been widely accepted.12,24-26 It is also clearly proved that there is a negative effect of porosity to the soldering material in the present study. Some investigators suggested that soldering method27 and gap distance15,23 could be attributing factors to the porosity. Another studies17 represented that infrared method was more advantageous than gas torch in porosity formation since less gas inclusions were found. Ryge23 reported gap distance influenced the proportions of the porosity. However, in the current study, there were no significant differences between soldering methods and gap distance on the porosity.
As fixed partial dentures are exposed to repetitive mechanical stresses during mastication, further studies should evaluate the long-term effectiveness of the soldering methods simulated under intraoral conditions. In addition, the effect of the gap should be closely examined to improve the quality of the prosthesis with joints to be soldered.
CONCLUSION
This comparative study investigated the tensile strength and porosity formation of the joint by two soldering techniques (gas-torch soldering, infrared ray soldering) and evaluated the effect of the gap distance on the results.
Within the limitations of this study, infrared ray soldering may be an alternative method for the conventional gas-oxygen torch soldering. The gap distance between the soldered parts may give no effect to the tensile strength and porosity of the soldered joint within the range of 0.3 mm to 0.5 mm.






 XML Download
XML Download